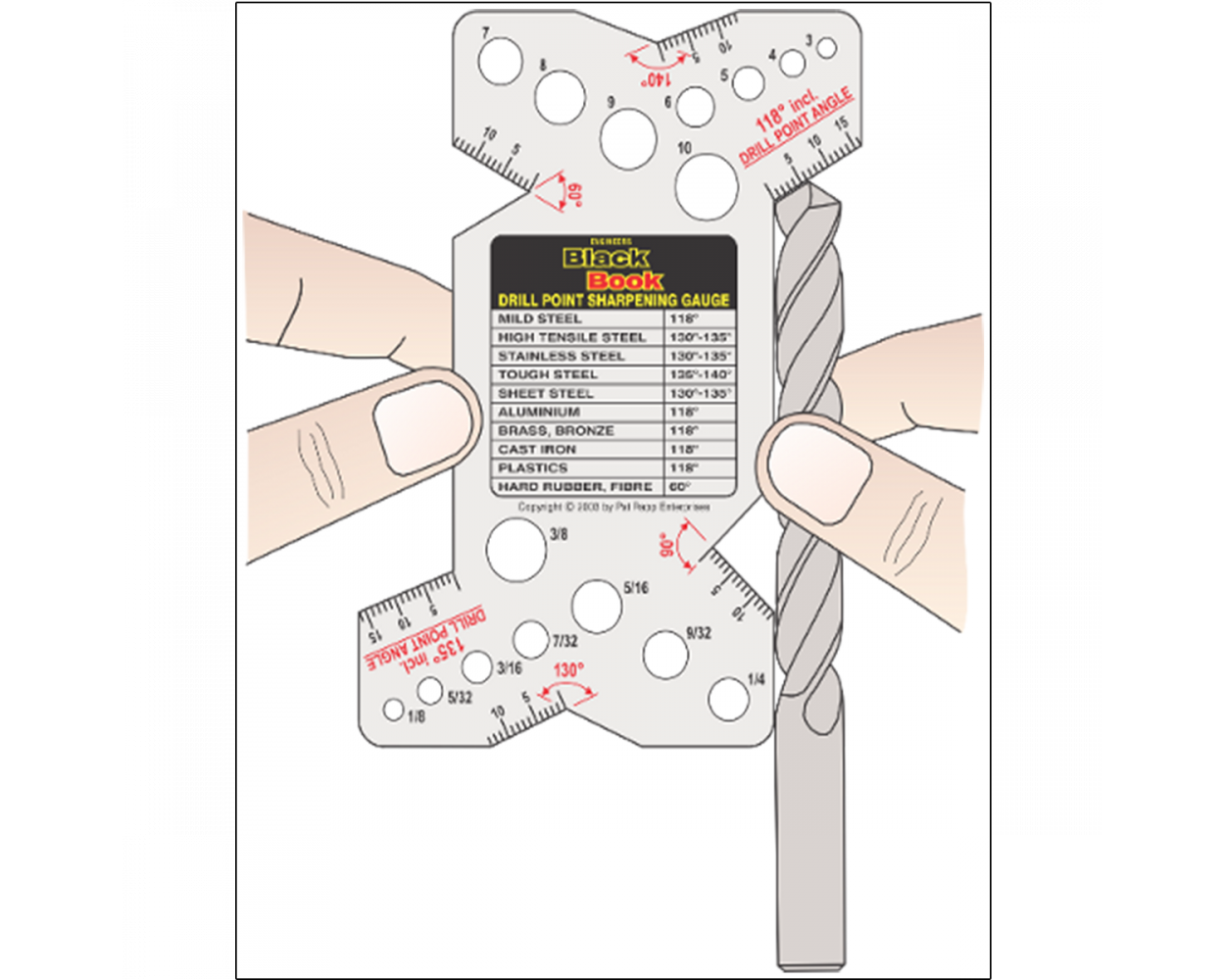
Drill Point Sharpening Gage With Imperial (Inch) Markings
ENGINEERS BLACK BOOK Drill Point Sharpening Gage
DRILL POINT SHARPENING METHODOLOGY
- Keep the drill point constantly sharp
- Avoid excessive grinding pressures
- Avoid overheating the drill point
- Avoid sudden cooling of the drill point
- Use copious supply of coolant
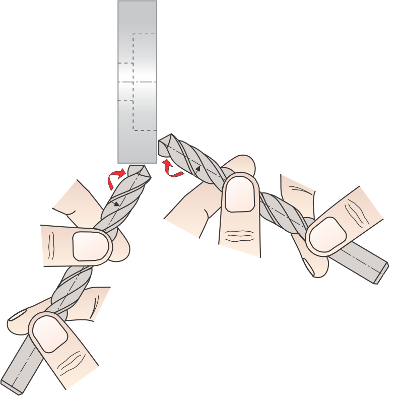
The periphery of the wheel should be
used for roughing-out of the drill point
if much metal must be ground away
The side of the wheel should
be used for finishing

To test whether a drill has been properly sharpened,
drill a hole in soft material and observe the chip formation.
When properly sharpened, the chips will come out of the
flutes in curled spirals of equal length
Incorrect grinding causes the drill bit to run out of true, producing oversized and often, out-of-round holes.
This puts severe strain on the drill bit causing rapid wear and premature drill failure.
 Lips of EQUAL lengths but UNEQUAL angles |
 Lips of UNEQUAL lengths but EQUAL angles |
 Lips of UNEQUAL lengths and UNEQUAL angles |
SPECIFICATIONS
Size - Overall
80.00mm x 100.00mm
3.149" Inches x 3.936" Inches
Material
Aluminium
Thickness
0.9mm
0.0354" Inches
Hole Sizes
3.0, 4.0, 5.0, 6.0, 7.0, 8.0, 9.0, 10.0 (mm)
1/8, 5/32, 3/16, 7/32, 1/4, 9/32, 5/16, 3/8, (Fraction)
Point Angles
60', 140', 118', 90', 130'
Weight
13.0 Grams
0.460 oz
| Price | $14.95 | |||
|---|---|---|---|---|
| Customer Service | We're Here To Help Call us anytime during our customer service hours... Monday through Friday - 8:30 am to 4:30 pm (Pacific) Order Questions: TOLL FREE, 800-273-7375 (Outside the U.S. call 818-887-7828). Our Address: 8001 Canoga Avenue Canoga Park, CA 91304 US Phone: 800-275-2665 E-mail: sales@buildersbook.com
| |||
| Description | ENGINEERS BLACK BOOK Drill Point Sharpening Gage DRILL POINT SHARPENING METHODOLOGY Step 1 // Hints for Hand Grinding Twist Drills
Procedure: The left hand thumb and forefinger is used as a pivot as illustrated and the back of the drill is held with the right hand and forefinger and rotated in a clockwise direction advancing the drill into the grinding wheel.
Points to Note:
Roughing
The periphery of the wheel should be used for roughing-out of the drill point if much metal must be ground away Finishing
The side of the wheel should be used for finishing Step 2 // Line Drill up with Gage against desired Tip Angle
The DRILL POINT SHARPENING GAGE is the tool most frequently used to check the drill point during the sharpening operation
Step 3 // Drill Test and the Effects of incorrect grinding of the Drill Point
Size - Overall |